Первые способы сварки возникли у истоков цивилизации — с началом использования и обработки металлов. Изготовление металлических изделий было распространено в местах залегания железных руд и руд цветных металлов.
Первым сварочным процессом была сварка ковкой. Необходимость ремонта, выпуска более совершенных изделий приводила к необходимости разработки и совершенствованию металлургических и сварочных процессов.
Сварка с использованием электричества для нагрева металла появилась с открытием электричества, электрической дуги.
В 1802 году русский учёный Василий Петров обнаружил явление электрической дуги и опубликовал сведения о проведённых с дугой экспериментах.
В 1881—1882 годах изобретатели Н. Н. Бенардос и Н. Г. Славянов, работая независимо друг от друга, разработали способ соединения металлических деталей с использованием сварки.
В 1905 году русский учёный В. Ф. Миткевич предложил использовать электрическую дугу возбуждаемую трёхфазным током для проведения сварки. В 1919 году сварка с использованием переменного тока была изобретена C. J. Holslag[2].
В XIX веке сварочные процессы усовершенствовали учёные Элиу Томсон, Эдмунд Дэви и др. В СССР в ХХ веке проблемами сварки занимались Е. О. Патон, Б. Е. Патон, Г. А. Николаев. Советские учёные первыми изучили проблемы и особенности сварки в невесомости и применили сварку в космосе. Первую в мире сварку в условиях глубокого вакуума в космосе провели 16 октября 1969 года на корабле «Союз-6» космонавты Георгий Степанович Шонин и Валерий Николаевич Кубасов.
В России вопросами сварки и подготовкой специалистов по сварке занимаются учебные институты: МГТУ им. Н. Э. Баумана (кафедра «Технологии сварки и диагностики»), МГИУ (Кафедра оборудования и технологии сварочного производства), УПИ, ЧИМЭСХ, ЛГАУ и др. Выпускается научная литература и журналы по сварке[3].
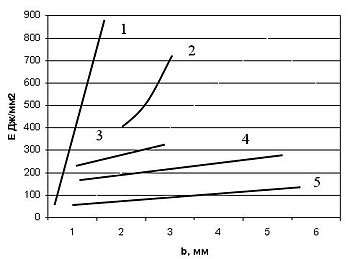
Средние значения удельной энергии Е, необходимой для сварки стали в зависимости от её толщины
[4]: 1 — сварка аргоно-дуговая W-электродом, 2 — сварка дуговая под флюсом, 3 — сварка плазменно-дуговая, 4 — сварка дуговая в вакууме, 5 — сварка электронно-лучевая.
В настоящее время различают более 150 видов и способов сварочных процессов. Существуют различные классификации этих процессов[5].
Так ГОСТ 19521-74[6] предусматривает классификацию сварки металлов по основным группам признаков: физическим, техническим и технологическим.
Основным физическим признаком сварки является форма и вид энергии, используемой для получения сварного соединения. Форма энергии определяет класс сварки, а её вид — вид сварки. Имеются три класса сварки:
- Термический класс: виды сварки, осуществляемые плавлением с использованием тепловой энергии — газовая, дуговая, электронно-лучевая, лазерная и др.
- Термомеханический класс: виды сварки, осуществляемые с использованием тепловой энергии и давления — контактная, диффузионная, газо- и дугопрессовая, кузнечная и др.
- Механический класс: виды сварки, осуществляемые с использованием механической энергии — холодная, трением, ультразвуковую, взрывом и др.
К техническим признакам относятся: способ защиты металла в зоне сварки, непрерывность процесса, степень его механизации.
Классификация по технологическим признакам устанавливается для каждого вида сварки отдельно (по виду электрода, роду сварочного тока и т. д.).
Электрическую дугу, используемую для сварки металлов, называют сварочной дугой.
Для питания сварочной дуги может использоваться переменный, постоянный и пульсирующий виды электрического тока. При сварке на переменном токе, из-за изменения направления его течения, каждый из электродов попеременно является то анодом, то катодом. При сварке на постоянном и пульсирующем токе различают прямую и обратную полярности. При прямой полярности свариваемые детали подсоединяют к положительному полюсу источника питания (аноду), а электрод — к отрицательному (катоду); при обратной полярности — наоборот — к положительному полюсу подключается электрод, а детали — к отрицательному. Использование того или иного вида тока определяет особенности процесса сварки. Так дуга на переменном токе гаснет каждый раз когда ток переходит через ноль. Применение той или иной полярности изменяет тепловой баланс дуги (при прямой полярности больше тепла выделяется на изделии, при обратной — на электроде, см. ниже). При использовании пульсирующего тока, путём изменения его параметров (частоты и длительности импульсов), появляется возможность вплоть до отдельных капель регулировать перенос расплавленного металла от электрода в изделие.
Промежуток между электродами называют дуговым промежутком.
В обычных условиях газы не обладают электропроводностью. Прохождение электрического тока через газ возможно только при наличии в нём заряженных частиц — электронов и ионов. Процесс образования заряженных частиц называют ионизацией, а сам газ ионизированным. Дуга, горящая между электродом и объектом сварки, является дугой прямого действия. Такую дугу принято называтьсвободной дугой (в отличие от сжатой, поперечное сечение которой принудительно уменьшено за счёт сопла горелки, потока газа, электромагнитного поля). Возбуждение дуги происходит следующим образом. При коротком замыкании электрода и детали в местах касания их поверхности разогреваются. При размыкании электродов с нагретой поверхности катода происходит испускание электронов — электронная эмиссия. Существует также бесконтактное зажигание дуги с помощью осциллятора-стабилизатора сварочной дуги (ОССД). Сварочный осциллятор представляет собой искровой генератор, дающий ток высокого напряжения (3000—6000 В) и частоты (150—250 кГц). Сварочный осциллятор, пробивая расстояние между электродом и деталью, ионизирует газ, в котором загорается рабочая дуга. Такой ток не представляет большой опасности для сварщика.
По длине дугового промежутка дуга разделяется на три области: катодную, анодную и столб дуги. Катодная область включает в себя нагретую поверхность катода (катодное пятно). Температура катодного пятна на стальных электродах 2400—2700 °C. Анодная область состоит из анодного пятна. Оно имеет примерно такую же температуру, как и катодное пятно, но в результате бомбардировки электронами на нём выделяется больше теплоты, чем на катоде. Столб дуги занимает наибольшую часть дугового промежутка между катодом и анодом. Основным процессом образования заряженных частиц здесь является ионизация газа. Этот процесс происходит в результате соударения заряженных и нейтральных частиц. В целом столб дуги не имеет заряда. Он нейтрален, так как в каждом его сечении одновременно находятся равные количества противоположно заряженных частиц. Температура столба дуги достигает 6000—8000 °C и более.
Особым видом сварочной дуги является сжатая дуга, столб которой сжат с помощью узкого сопла горелки или обдувающим потоком газа (аргона, азота и др.) Плазма это ионизированный газ дугового столба, состоящий из положительно и отрицательно заряженных частиц. Плазма генерируется в канале сопла горелки, обжимается и стабилизируется его водоохлаждаемыми стенками и холодным потоком плазмообразующего газа. Обжатие и охлаждение наружной поверхности столба дуги вызывает его концентрацию, что приводит к резкому увеличению числа соударений между частицами плазмы, увеличению степени ионизации и резкому повышению температуры столба дуги (10 000 — 30 000 К) и кинетический энергии плазменной струи. В результате плазма представляет собой источник теплоты с высокой концентрацией энергии. Это позволяет с успехом использовать её для сварки, напыления и термической резки самых разнообразных материалов. будем рады видеть вас у нас в офисе





